特种技术
纵向缺陷检测
LLT/RTT
若角压缩换能器作用在板的平行面上,当光束射到反面时,波形就会发生变化。对于产生的切弯波光束,同样也适用这一原理。
对于通常所用的大部分探角 (在 45°-70°之间),大部分的能量则储存在发生变化的光束中。如图1,图2所示。在最开始这种现象被视为不能跨越区域进行检测。
在进行焊接检测时,用换能器传导切弯波通常不会产生衰减,散射等问题,因此可以放心使用。
产生在背面的第二种压缩波或爬行波有很强的能量,可以检验出焊接缺陷。这种能量通常配上压缩波探头就可以克服不能跨越区域进行检测的局限。如图3所示。
当然,声程中不同的切弯和压缩部分的束角和传播速度,对于缺陷位置必须给予说明。
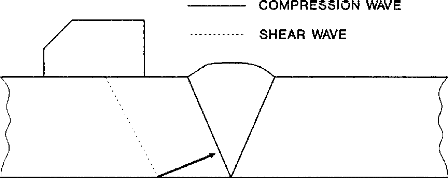
图3.通过波形转换的间接探测
不只是"通常"的波形,对于相似的传送和接收声程,在里面发生形变的"第二种波"也可以用来检测。图4和图5就是一个融合了第一种和第二种波的可能性的例子。
图4显示的两台单独的换能器利用波形转换,使两个相同的射角同时检测两个不同的位置。这使得垂直缺陷的检测变的可靠。被测区域的深度在某种程度上取决于所使用的探角。
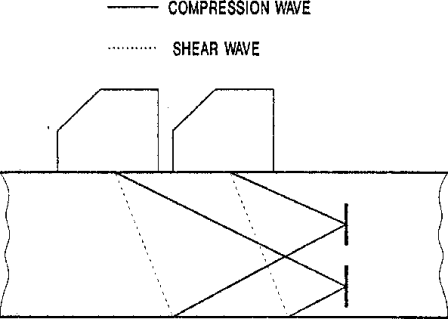
图4.
使用波形转换的串联技术
图5所示的是在只有一台换能器的情况下如何使用这种纵列技术。在图4所显示的情况下,超声波可以沿任何一条声程传播;两个声程的回波同时产生并相互强化。这一区域深度的最佳敏感度约是这里壁厚的0.6倍。
这种单换能器串联技术通常涉及到前后环路组(RTT)。这种设计最初是为了检测含高镍合金的液态天然气容器上(低温储存应用)的焊接点的,在维修检测中也要考虑到那里的平面直角缺陷。
图5.
前后环路组的原理
LLT换能器
最新发展的检测表面垂直缺陷的技术是长/长/横切(LLT)技术。使用这种技术波形转换就会发生在缺陷处而不是背面。图6显示了此原理;因为切弯波的角度不同于压缩波,所以这种技术需要的双晶探头。通过选择合适的探头,这种技术就可以选择检测的深度区。
这种技术不适合检测奥氏体焊接的内部,因为焊接处的其中一个波形会被切弯。
图6
LLT技术原理